 Failure mode and effects analysis FMEA is an important tool for identifying the potential failures in design or manufacturing. It started in 1940s by the U.S. Military and was further developed by the aerospace and automobile industries. The FMEA approach facilitates the improvements when potential issues are found.Let’s look at how we can use FMEA in the kitchen:
Failure mode and effects analysis FMEA is an important tool for identifying the potential failures in design or manufacturing. It started in 1940s by the U.S. Military and was further developed by the aerospace and automobile industries. The FMEA approach facilitates the improvements when potential issues are found.Let’s look at how we can use FMEA in the kitchen:
WHAT IS FMEA?
The FMEA studies the failure modes. I t means that we are concerned about the way that something might fail. Failure is any defect or error that affects the customer. Suppose that you are baking bread: there are only few steps like 1) mixing the ingredients, 2) the time to bread paste rise, 3) to bake the bread. The failure modes might be to add less baking powder or baking the bread at a temperature higher than that specified in the recipe.
Once we know about the failures or defects, it is necessary to study how the consequences of them are, meaning do the effects analysis. How bad is baking the bread at a higher temperature? Well, your bread could burn and you just lose time and money, and probably become unhappy because you really like to eat a delicious homemade bread with butter.
The FMEA’s rating approach then helps us prioritize the most important potential issues. There are tables to rate the Severity (S), Occurrence (O) and Detection (D), from 1 to 10. The RPN – Risk Priority Number – is calculated by multiplication (S x O x D), and it is necessary take actions for the meaningful RPN. These specific tables help us rate the Severity, Occurrence and Detection which might be found in the FMEA’s manuals like the Potential Failure Mode and Effect Analysis (FMEA), 4th Edition, by Automotive Industry Action Group.
FILLING OUT THE TABLE
Let’s see how to fill the FMEA’s table of our process ‘baking bread’ with the information that we have (Figure 1).
Note that in Severity column the potential effect ‘bread burned’ has 9 rating and ‘bread doesn’ rise enough’ received a 4 rating. Nobody wants to eat burned bread but it is not so bad to eat bread that didn’t rise too much. Some industries use to highlight the most important features or process steps in the column Classification. To illustrate this concept, let’s consider the oven temperature (200 degrees Celsius) and the time baking the bread (1 h) the more important process characteristics (c).
It’s important to say that it is more productive to fill the FMEA’s form for each entire row. It allows us to maintain focus on the each potential failure. We are doing it a little differently because for this explanation.
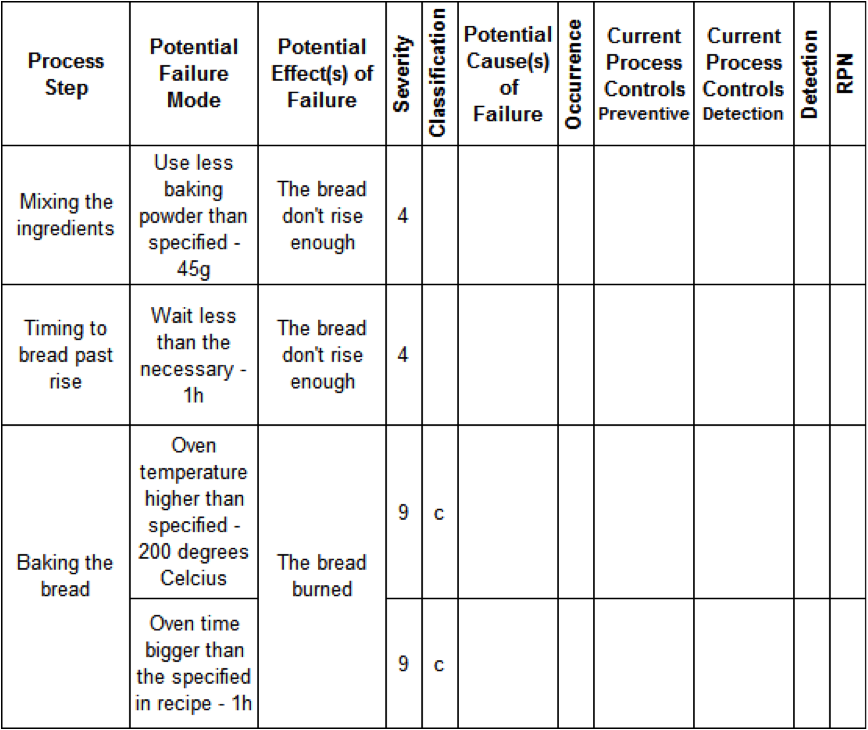
Figure 1 – Starting with the FMEA’s form (partial form).
Let’s move on and think about the Potential Causes of Failure. Why we could use less baking powder than specified? Probably the digital kitchen scale is not calibrated. And why did’t we wait for rising bread for one hour? Maybe there is no alarm clock. And how often these things happen? Think how frequently you bake bread and how often these failures don’t allow you to eat delicious bread? What do you do to control or avoid these issues? Check out Figure 2. Do we cook the same way?

Figure 2 – Rating the Severity, Occurrence and Detection.
The highest RPN is 288 and it is related to the “Oven time being bigger than specified in the recipe”. The best practice is planning and improving actions to reduce the highest RPN and then working on the next higher RPN. In our example, the alarm clock in the kitchen will inform us of the right time to bake the bread and may reduce the Occurrence and improve the detection.
Figure 3 shows the actions taken and the RPN reduction. The new RPN is 72 and it is now possible to move on and work to reduce the higher oven’s temperature (RPN 144). Pay attention that the Severity is the same. The only way to change Severity is to change the project.

The FMEA is a very good tool, but it is necessary to practice using it. It is applicable in a wide range of products, services and manufacturing processes because its step-by-step approach is easy to follow and helps the team to understand the process and the risks involved. Better than this, it is a method that helps us use our creativity to improve the subject of study.
Bio:
Carlos E. Z. Krahembuhl has been working at autoparts companies for 20 years into Quality and Engineering areas. Master Degree in Total Quality Manager, Lean Six Sigma Black Belt and certified Quality Manager/Organizational Excellence by ASQ. Experience in Quality System (ISO/TS16949), process auditing (VDA 6.3), supplier development and problem solving.